
1 ОБЛАСТЬ
ПРИМЕНЕНИЯ
1
Настоящая технологическая карта на монтаж внутренних систем горячего и
холодного водоснабжения предназначена для использования при выполнении работ по
устройству внутренних систем водопровода, включающих:
— прокладку трубопроводов;
— установку запорно-регулирующей арматуры;
— установку водомерного узла;
— установку водоразборной арматуры;
— испытание систем.
2 При
привязке технологической карты к конкретному объекту уточняются объемы работ, калькуляция
затрат труда, потребность в материально-технических ресурсах и
продолжительность выполнения работ.
3
Форма использования технологической карты предусматривает обращение ее в сфере
информационных технологий с включением в базу данных по технологии и
организации строительного производства автоматизированного рабочего места
технолога строительного производства (АРМ ТСП), подрядчика и заказчика.
2 ОРГАНИЗАЦИЯ И
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
1 До
начала монтажа внутренних систем водоснабжения должны быть выполнены следующие
работы:
— смонтированы междуэтажные перекрытия,
стены и перегородки;
— выполнены фундаменты или площадки для
установки санитарно-технического оборудования;
— проложены вводы водоснабжения в здания и
сооружения;
— выполнена подготовка под полы с
нанесением на внутренних и наружных стенах всех помещений вспомогательных
отметок, равных проектным отметкам чистого пола плюс 500 мм;
— устроены опоры под трубопроводы,
прокладываемые в подпольных каналах и технических подпольях;
— установлены закладные детали в
строительных конструкциях в соответствии с рабочими чертежами водоснабжения для
крепления оборудования и трубопроводов;
— пробиты и подготовлены отверстия,
борозды, ниши и гнезда в фундаментах, стенах, перегородках, перекрытиях и покрытиях,
необходимые для прокладки трубопроводов;
— подготовлены монтажные проемы в стенах и
перекрытиях для подачи крупногабаритного оборудования;
— остеклены оконные проемы в наружных
ограждениях, утеплены входы и отверстия в наружных стенах (при отрицательных
температурах наружного воздуха);
— оштукатурены или облицованы согласно
проекту стены и ниши в местах установки санитарных приборов и прокладки
трубопроводов;
— оштукатурены поверхности борозд для
скрытой прокладки трубопроводов в наружных стенах;
— выполнено искусственное освещение и
обеспечена возможность подключения электроинструментов и электросварочных
аппаратов в сеть на расстоянии не более 50 м от места производства работ.
2
Кроме того, должно быть выполнено:
— уточнение состава монтажных работ по
устройству водопроводной сети и последовательности их выполнения;
— согласование с генподрядчиком графика
совмещенных работ;
— обеспечение свободного доступа к месту
производства работ;
— установка лесов и подмостей (при
необходимости);
— согласование об использовании
грузоподъемных механизмов генподрядчика;
— установка и крепление грузоподъемных
механизмов в местах, согласованных с генподрядчиком (при необходимости и
невозможности использования грузоподъемных механизмов генподрядчика);
— обеспечение доставки в зону монтажа
трубных блоков, узлов и деталей, изделий, средств крепления, вспомогательных
материалов и т.
3 В
санитарных узлах, ванных комнатах и ящиках общестроительные,
санитарно-технические и другие специальные работы следует выполнять в следующей
последовательности:
— подготовка под полы, оштукатуривание
стен и потолков, устройство маяков для установки трапов;
— установка средств крепления, прокладка
трубопроводов и проведение их гидростатического и манометрического испытаний;
— гидроизоляция перекрытий;
— огрунтовка стен, устройство чистых
полов;
— установка ванн, кронштейнов под
умывальники и деталей крепления смывных бачков;
— первая окраска стен и потолков,
облицовка плитками;
— установка умывальников, унитазов и
смывных бачков;
— вторая окраска стен и потолков;
— установка водоразборной арматуры.
4 При
монтаже санитарно-технических систем и проведении смежных общестроительных
работ не должно быть повреждений ранее выполненных работ.
5 До
начала монтажа трубопроводов из пластмассовых труб должны быть смонтированы
трубопроводы водоснабжения из стальных труб и закончены все электросварочные
работы. Пластмассовые трубозаготовки, доставляемые на объект в зимнее время, до
начала монтажа должны быть выдержаны при положительной температуре не менее
двух часов.
6
Устанавливается следующий состав и последовательность выполнения укрупненных
рабочих операций при монтаже внутренних систем водоснабжения:
а) разметка мест установки средств
крепления;
б) установка средств крепления и крепление
их к строительным конструкциям:
— дюбель-гвоздями с помощью пристрелки
монтажным пистолетом к кирпичным из сплошного кирпича или бетонным стенам;
— вручную к гипсобетонным, шлакобетонным
или гипсолитовым стенам;
— с заделкой цементным раствором в готовые
отверстия в стенах из любого материала;
— со сверлением и заделкой цементным
раствором в бетонных стенах;
— со сверлением и заделкой цементным
раствором в керамзитобетонных, кирпичных и других стенах;
в) установка и заделка гильз в
соответствии с рабочей документацией в готовые отверстия в местах прохода
трубопроводов в стенах, перегородках и перекрытиях;
г) прокладка трубопроводов (магистралей,
стояков и подводок) из готовых вертикальных или горизонтальных блоков, узлов
или отдельных деталей на сварке с поддерживанием при электроприхватке, резьбе
или фланцах;
д) выверка и крепление трубопроводов.
— разметка мест установки креплений и
прибора;
— установка креплений;
— установка прибора;
— присоединение прибора к системе горячего
водоснабжения на резьбе или сварке с поддерживанием при электроприхвате.
3
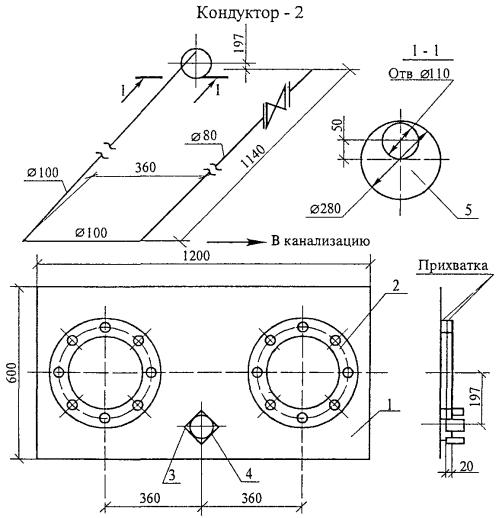
Монтаж водомерных узлов, схема которого представлена на рисунке 1:
— разметка мест установки водомерного узла
и креплений;
— установка креплений (опор или
кронштейнов);
— строповка (при использовании
грузоподъемных механизмов) водомерного узла;
— подъем и установка водомерного узла на
опоры;
— выверка и крепление водомерного узла к опорам
хомутами;
— расстроповка (при использовании
грузоподъемных механизмов);
— присоединение водомерного узла к
магистральному трубопроводу и вводу на сварке с поддерживанием при
электроприхватке.
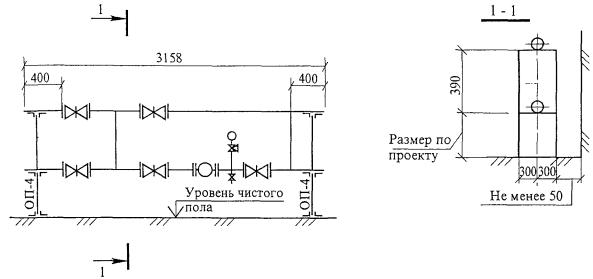
Рисунок 1 — Схема установки водомерного узла № 12
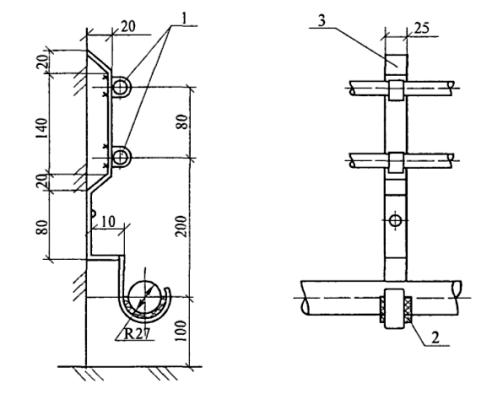
4
Установка водоразборной арматуры (рисунки 2, 3):
— установка водоразборной арматуры для
смесителей и кранов водоразборных, туалетных, писсуарных обычных, поливочных,
пожарных с подсоединением к трубопроводам и уплотнением резьбовых соединений;
— установка стационарной душевой трубки
или гибкого шланга с подсоединением к смесителю накидной гайкой с прокладкой и
установкой крюка для смесителей настенных комбинированных для ванн и
умывальников;
— установка излива с подсоединением к
смесителю накидной гайкой с прокладкой для смесителей настольных, настенных,
для умывальников, ванн, моек, раковин, поддонов настенных с душевой сеткой на
гибком шланге и кронштейном;
— установка кронштейна для рукоятки
душевой сетки, для смесителей настенных с душевой сеткой на гибком шланге и
кронштейном;
— установка конического штуцера (для
поливочного крана);
— установка полугайки (для подсоединения
пожарного рукава).
Схемы узлов подвода, перелива и слива воды
представлены на рисунках 4 и 5.
5
Установка арматуры к смывному бачку (рисунок 3):
— установка шарового крана в боковое
отверстие смывного бачка и закрепление его контргайкой;
— установка в седло выпуска груши с тягой;
6
Установка полуавтоматического смывного крана:
— отсоединение углового вентиля от корпуса
смывного крана;
— подсоединение углового вентиля к
трубопроводу холодной воды с уплотнением резьбового соединения;
— соединение спускной трубы смывного крана
со спускной трубой прибора с уплотнением соединения;
— подсоединение углового вентиля к корпусу
смывного крана накидной гайкой с прокладкой.
7
Сборка пожарных рукавов:
— подсоединение к пожарному рукаву
рукавной головки и ручного пожарного ствола с уплотнением резьбовых соединений;
— сматывание рукава в кольцо и укладка в
пожарный шкаф.
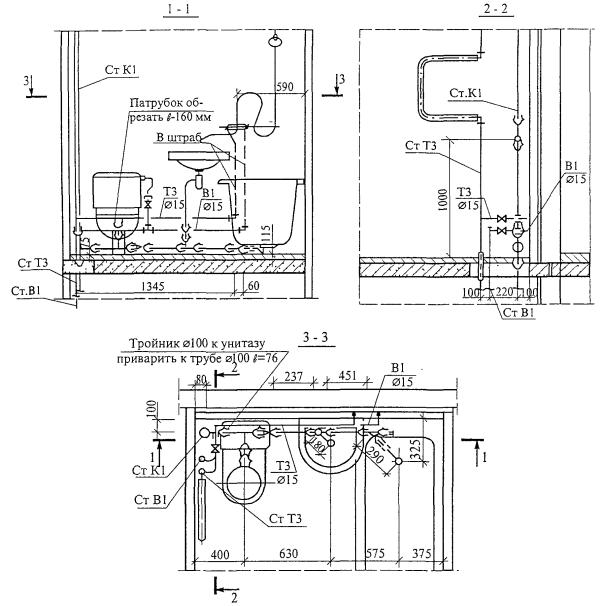
Рисунок 2 — Совмещенный санузел типа ЗСУ
пр 02
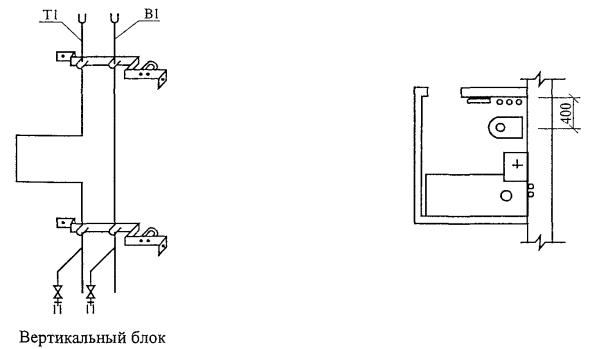
Рисунок 3 — Трубные блоки для монтажа
в санузлах совмещенного типа
1 — основание, лист
5 ГОСТ 19903-74*; 2 — фланец 125-6 ГОСТ 12820-80*
Рисунок 4 — Узел подвода воды к форсункам
1 — основание, лист 5 ГОСТ 19903-74*; 2 — фланец 250-6 ГОСТ 12820-80*; 3 — уголок 25´25´3 ГОСТ 8509-93;
4 — труба 89´3,5 ГОСТ 10704-91; 5 — лист 5 ГОСТ 19903-74*
Рисунок 5 — Узел перелива
и слива воды из бака камеры
8 Испытание систем водоснабжения из стальных труб
гидростатическим (или манометрическим) методом, представленное на рисунке 6, выполняется в
следующей последовательности:
— наружный
осмотр трубопроводов системы;
— установка
заглушек на подводках к санприборам;
— установка
вентилей для выпуска воздуха на подводках к санприборам верхнего этажа (при
гидростатическом методе);
— присоединение
гидропресса к действующему водопроводу или передвижного опрессовочного агрегата
с емкостью (или компрессора) к испытываемой системе и установка манометра;
— подготовка
мыльной эмульсии (при манометрическом методе);
— наполнение
отдельных частей системы водой пробным избыточным давлением равным 1,5
избыточного рабочего давления (или воздухом — 0,15 МПа);
— осмотр
трубопроводов (или обнаружение дефектов монтажа на слух) с отметкой мелом
дефектных мест;
— спуск воды из
трубопроводов (или сброс давления до атмосферного) и устранение дефектов. При
отсутствии дефектов (при гидростатическом методе) воду из трубопроводов можно
не выпускать;
— вторичное
наполнение системы в целом пробным давлением равным 1,5 избыточного рабочего
давления (или. воздухом — 0,1 МПа) и осмотр системы (или обмыливание эмульсией
монтажных стыков и соединений) с отметкой мелом дефектных мест;
— снижение
давления (или сброс давления до атмосферного) и устранение дефектов;
— сдача системы. Выдержавшими испытания считаются системы, если в течение 10 минут нахождения под
пробным давлением при гидростатическом методе испытаний не обнаружено падения
давления более 0,05 МПа (или в течение 5 минут при манометрическом методе
испытаний — не более 0,01 МПа (0,1 кгс/см2);
— спуск воды из
системы (или сброс давления до атмосферного);
— снятие
вентилей для выпуска воздуха (при гидростатическом методе);
— отсоединение гидропресса от действующего
водопровода или передвижного опрессовочного агрегата с емкостью (или
компрессора) от испытываемой системы и снятие манометра.
9
Испытание систем холодного водоснабжения из пластмассовых труб гидростатическим
методом:
— последовательность рабочих операций
аналогична последовательности при испытании систем водоснабжения из стальных
труб;
— величину пробного избыточного давления в
наиболее пониженной точке напорного пластмассового трубопровода следует
принимать равной для труб: тяжелого типа (Т) — 1,5 МПа (15 кгс/см2);
среднего типа (С) — 0,9 МПа (9 кгс/см2); среднелегкого типа (СЛ) —
0,6 МПа (6 кгс/см2); легкого типа (Л) — 0,38 МПа (3,8 кгс/см2);
— испытание следует производить после
заполнения трубопроводов водой и проверки отсутствия в них воздуха выдержкой
под пробным избыточным давлением не менее 30 минут и внешним осмотром. Для
трубопроводов из ПНД и ПВД давление в период испытания и осмотра следует
поддерживать на заданном уровне с отклонением не более 0,05 МПа (0,5 кгс/см2). Трубопроводы считаются выдержавшими испытание, если не будет обнаружено течи
или других дефектов.
7 Разметка мест прокладки трубопроводов производится с
нанесением на стены мест пересечения трубопроводов.
8 Размеры отверстий и борозд для прокладки трубопроводов в
перекрытиях, стенах и перегородках зданий и сооружений принимаются в
соответствии с рекомендуемым приложением 5 СНиП
3. 01-85, если другие размеры не предусмотрены проектом, и
представлены в таблице 1.
Таблица 1 — Размеры
отверстий и борозд для прокладки трубопроводов в перекрытиях, стенах и
перегородках
Назначение
трубопровода
Размер, мм
отверстия
борозды
ширина
глубина
1
2
3
4
Отопление
Стояк однотрубной системы
100´100
130
130
Два стояка двухтрубной системы
150´100
200
130
Подводка к приборам и сцепки
100´100
60
60
Главный стояк
200´200
200
200
Магистраль
250´300
—
—
Водопровод и канализация
Водопроводный стояк:
один
100´100
130
130
два
200´100
200
130
Один водопроводных стояк и один
канализационный стояк диаметром, мм:
50
250´150
250
130
100, 150
350´200
350
200
Два водопроводных стояка и один
канализационный стояк диаметром, мм:
50
200´150
250
130
100, 150
320´200
380
250
Три водопроводных стояка и один
канализационный стояк диаметром, мм:
50
450´150
350
130
100; 150
500´200
480
250
Подводка водопроводная:
одна
100´100
60
60
две
100´200
—
—
Магистраль водопроводная
200´200
—
—
Вводы и выпуски наружных сетей
Теплоснабжение, не менее
600´400
—
—
Водопровод, не менее
400´400
—
—
Примечание — Для отверстий в перекрытиях первый размер означает длину отверстия
(параллельно стене, к которой крепится трубопровод), второй — ширину. Для
отверстий в стенах первый размер означает ширину, второй — высоту.
9 Установка задвижек, пробковых проходных кранов или вентилей
шпинделем (штоком) вниз и к стене не допускается. Арматура, устанавливаемая на
трубопроводах, не должна находиться в толще стены или других строительных
конструкциях.
10 Разборные соединения на трубопроводах (сгоны,
соединительные гайки) следует предусматривать в местах установки арматуры и где
это необходимо по условиям сборки трубопроводов. Расстояние от магистрали до
установленного на стояке или ответвлении вентиля (крана) должно быть не более
120 мм.
11 Трубы систем горячего водоснабжения располагаются, как
правило, справа от стояков холодного водоснабжения. При параллельной
горизонтальной прокладке трубопроводов горячей и холодной воды горячая труба
располагается над холодной.
12 Неизолированные трубопроводы внутреннего холодного и
горячего водоснабжения не должны примыкать к поверхности строительных
конструкций. Трубопроводы при диаметре условного прохода до 32 мм включительно
при открытой прокладке монтируются на расстоянии от поверхности штукатурки или
облицовки до оси неизолированных трубопроводов на расстоянии от 35 до 55 мм,
при диаметрах 40 — 50 мм — от 50 до 60 мм, а при диаметрах более 50 мм —
принимается по рабочей документации.
13 Средства крепления стояков из стальных труб в жилых и
общественных зданиях при высоте этажа до 3 м не устанавливаются, а при высоте
этажа более 3 м средства крепления устанавливаются на половине высоты этажа.
14 Расстояние между средствами крепления стальных
трубопроводов на горизонтальных участках устанавливается в соответствии с
размерами, указанными в таблице 2, если нет
других указаний в рабочей документации. Схемы установки средств крепления
трубопроводов горизонтального и вертикального блоков показаны на рисунках 7 и 8.
Таблица 2 — Наибольшие расстояния между средствами
крепления трубопроводов
Диаметр
условного прохода трубы, мм
Наибольшее расстояние, м, между средствами крепления трубопроводов
Примечание
неизолированных
изолированных
15
2,5
1,5
20
3,0
2,0
25
3,5
2,0
32
4,0
2,5
40
4,5
3,0
50
5,0
3,0
70; 80
6,0
4,0
100
6,0
4,5
125
7,0
5,0
150
8,0
6,0
1 — хомут СТД 805; 2 — прокладка резиновая; 3 — лист 3
Рисунок 7 — Кронштейны для крепления трубопровода
горизонтального блока
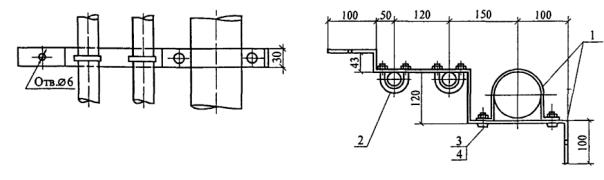
1 — полоса 4´38; 2 — хомут М6; 3 — гайка М6; 4 — болт М6´30
Рисунок 8 — Кронштейны для крепления трубопроводов
вертикального блока
15
Высоту установки водоразборной арматуры (расстояние по горизонтальной оси
арматуры до санитарных приборов, мм) следует принимать:
— водоразборных кранов и смесителей от
бортов раковин — на 250, а от бортов моек — на 200;
Высота установки кранов от уровня чистого
пола, мм:
— смесителей для видуаров с косым выпуском
— 800, с прямым выпуском — 1000;
Душевые сетки устанавливаются на высоте
2100 — 2500 мм от низа сетки до уровня чистого пола.
Отклонения от размеров, указанных в
настоящем пункте, не должны превышать 20 мм.
16 Для
уплотнения резьбовых соединений при температуре перемещаемой среды до 378 °К
(105 °С) следует применять ленту из фторопластового уплотнительного материала
(ФУМ) или льняную прядь, пропитанную свинцовым суриком или белилами,
замешанными на олифе, а при температуре выше указанной — ленту ФУМ или
асбестовую прядь вместе с льняной прядью, пропитанные графитом, замешанным на
олифе.
Для уплотнения фланцевых соединений при
температуре перемещаемой среды до 403 °К (130 °С) следует применять прокладки
из термостойкой резины, а при температуре выше указанной — паронит толщиной 2 —
3 мм или фторопласт — 4.
17 При
выполнении фланцевых соединений головки болтов следует располагать с одной
стороны соединения. На вертикальных участках трубопроводов гайки следует
располагать снизу. Концы болтов не должны выступать из гаек более чем на 0,5
диаметра болта или 3 шага резьбы. Прокладки во фланцевых соединениях не должны
перекрывать болтовых отверстий. Установка между фланцами нескольких или
скошенных прокладок не допускается.
18
Сварку стальных труб производить указанным в рабочей документации способом.
Типы сварных соединений стальных
трубопроводов, форма и конструктивные размеры сварного шва должны
соответствовать требованиям ГОСТ
16037-80.
Сварку оцинкованных стальных труб следует
осуществлять самозащитной проволокой марки Св-15ГСТЮЦА с Се по ГОСТ
2246-70* диаметром 0,8 — 1,2 мм или электродами диаметром не более 3 мм с
рутиловым или фтористо-кальциевым покрытием, если применение других сварочных
материалов не согласовано в установленном порядке.
Соединение стальных труб (неоцинкованных и
оцинкованных), а также их деталей и узлов диаметром условного прохода до 25 мм
включительно на объекте строительства следует производить сваркой внахлестку (с
раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб
диаметром условного прохода до 25 мм включительно допускается выполнять на
заготовительных предприятиях.
При сварке резьбовые поверхности и
поверхности зеркала фланцев должны быть защищены от брызг и капель
расплавленного металла.
Отверстия в трубах диаметром до 40 мм для
приварки патрубков необходимо выполнять, как правило, путем сверления,
фрезерования или вырубки на прессе.
Диаметр отверстия должен быть равен
внутреннему диаметру патрубка с допускаемым отклонением +1 мм.
19 Монтаж
внутренних систем водоснабжения в сложных, уникальных и экспериментальных
зданиях выполнять в соответствии с особыми указаниями рабочей документации и
требованиями СНиП 3. 01-85.
20
Монтаж внутренних систем водоснабжения производить при соблюдении правил
производства и приемки работ согласно:
— СНиП 3. 01-85*
«Организация строительного производства»;
— СНиП 3. 01-85
«Внутренние санитарно-технические системы»;
— СП
40-102-2000 «Проектирование и монтаж трубопроводов систем водоснабжения и
канализации из полимерных материалов».
3 ТРЕБОВАНИЯ К
КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
1 При производстве работ по монтажу внутренних систем
водоснабжения жилых и общественных зданий необходимо вести строгий контроль
качества применяемых материалов, изделий и оборудования, соблюдения технологии
выполнения работ и ухода за законченными работами.
2 Контроль качества работ по монтажу внутренних систем
водоснабжения выполняют в соответствии с требованиями СНиП 3. 01-85* «Организация строительного производства» и СНиП 3. 01-85 «Внутренние санитарно-технические системы».
3 Производственный контроль качества работ должен включать
входной контроль рабочей документации, изделий, материалов и оборудования,
операционный контроль отдельных строительных процессов и производственных
операций и приемочный контроль работ по монтажу внутренних систем
водоснабжения.
4 При входном контроле рабочей документации должна
производиться проверка ее комплектности и достаточности содержащейся в ней
технической информации для производства работ.
При входном
контроле перед началом монтажа производится контроль качества применяемых
материалов, трубной заготовки, водоразборной арматуры, измерительных
инструментов, при котором внешним осмотром устанавливается соответствие их
требованиям стандартов или других нормативных документов и рабочей
документации, а также наличие и содержание паспортов, сертификатов и других
сопроводительных документов.
5 Допуски на изготовленные узлы и детали трубопроводов из
стальных труб не должны превышать величин, указанных в таблице 3.
Таблица 3 — Допуски на
изготовление узлов и деталей трубопроводов (СНиП 3. 01-85)
Содержание
допуска
Величина допуска (отклонения)
Отклонение:
от перпендикулярности торцов отрезанных труб
Не более 2°
длины заготовки детали
±2 мм при длине до 1 м и ±1 мм на каждый последующий метр
Размеры заусенцев в отверстиях и
на торцах отрезанных труб
Не более 0,5 мм
Овальность труб в зоне гиба
Не более 10 %
Число ниток с неполной или
сорванной резьбой
Не более 10 %
Отклонение длины резьбы:
короткой
-10 %
длинной
+5 мм
6 Результаты
входного контроля должны быть занесены в «Журнал входного учета и контроля
качества получаемых деталей, материалов, конструкций и оборудования».
7 При
операционном контроле проверяют все операции по монтажу внутренних систем
водоснабжения жилых и общественных зданий в соответствии с требованиями СНиП 3. 01-85 «Внутренние санитарно-технические
системы».
8
Трубопроводы должны быть прочно закреплены на строительных конструкциях зданий
или плотно лежать на опорах. Сварные стыки трубопроводов не должны находиться
на опорах.
9 В
сварном шве не должно быть трещин, раковин, пор, подрезов, незаваренных
кратеров, а также пережогов и подтеков наплавленного металла.
10 В
жилых домах и общественных зданиях расстояние от поверхности штукатурки или
облицовки до оси неизолированных стояков и горизонтальных трубопроводов систем
холодного и горячего водоснабжения при их открытой прокладке должно составлять
при диаметре труб до 32 мм — 35 мм и при диаметре труб от 40 до 50 мм — 50 мм с
допускаемым отклонением +5 мм.
11
Вертикальность стояков трубопроводов устанавливается уровнем и отвесом. Отклонение от вертикали при открытой прокладке допускается не более 2 мм на 1 м
длины трубопровода.
12
Уклоны трубопроводов должны быть направлены в сторону водоспускных устройств. Трубопроводы водоснабжения разводящие и подводки к приборам прокладываются с
уклоном 0,002 — 0,005 для возможности спуска из них воды. В низших точках сети
устраиваются спускные устройства.
13
Технические критерии и средства контроля операций и процессов приведены в
таблице 4.
Таблица 4 — Состав производственного контроля
качества работ
Наименование
процессов, подлежащих контролю
Предмет контроля
Инструмент и способ контроля
Время контроля
Ответственный контролер
Технические критерии оценки качества
1
2
3
4
5
6
Разметка мест прокладки
трубопроводов и установка креплений
Соблюдение проектных уклонов,
соосности трубопроводов, вертикальности стояков
Складной металлический метр,
отвес, уровень
После установки креплений
Рабочие, бригадир —
самоконтроль. Мастер (бригадир) — выборочный контроль
Проект
Прочность установки кронштейнов
Визуальный
То же
То же
Внешний осмотр, пробный отрыв
Сборка деталей и узлов
трубопроводов
Правильность и прочность мест
соединений (сварки) стыков, отсутствие перекосов
Визуальный
В процессе выполнения сборки
Рабочие, бригадир —
самоконтроль. Мастер (бригадир) — выборочный контроль
Внешний осмотр
Прокладка трубопроводов из
готовых узлов или отдельных деталей на сварке. Крепление узлов и
трубопроводов к кронштейнам
Положение подводок в местах подключения
водоразборной арматуры
Визуальный и измерительный
(складной металлический метр, отвес, уровень)
В процессе и после прокладки
Рабочие, бригадир —
самоконтроль Мастер (бригадир) — сплошной контроль
Внешний осмотр. Проект. Вертикальность стояков
(отклонение от вертикали не более 2 мм на 1 м)
Измерительный (отвес)
В процессе и после прокладки
Рабочие, бригадир —
самоконтроль. Мастер (прораб) — выборочный контроль
Проект и СНиП
3. 01-85 п. 2
Уклоны и диаметры трубопроводов
Измерительный (штангенциркуль,
сплошной металлический метр, уровень)
То же
То же
То же
Зазоры между трубопроводами и
расстояние до конструкции
Измерительный (складной
металлический метр)
— ² —
— ² —
Проект и СНиП
3. 01-85 п. 3
Окончательное закрепление трубопроводов
на опорах и конструкциях
Визуальный
После закрепления
— ² —
Проект и СНиП
3. 01-85 п. 4, 3. 5
Отсутствие в сварных соединениях
трещин, раковин, пор, подрезов, незаваренных кратеров, пережогов и подтеков
металла
Визуальный (зеркало)
В процессе и после сварки. — ² —
ГОСТ
16037-80*, СНиП 3. 01-85, п. 6
Установка предусмотренных
проектом гильз в перекрытиях, стенах и перегородках
Визуальный и измерительный
(складной металлический метр)
В процессе прокладки
трубопроводов
Рабочие, бригадир —
самоконтроль, мастер (прораб) — выборочный контроль
Проект
Установка запорно-регулирующей
и водоразборной арматуры
Тип и марка устанавливаемой
арматуры
Визуальный
Перед установкой
То же
Проект и СНиП
2. 01-85*, п. 10 — 17
Правильность установки и
уплотнения резьбовых соединений
То же
В процессе и после установки и
присоединения арматуры
Рабочие, бригадир —
самоконтроль, мастер (прораб) — выборочный контроль
СНиП
3. 01-85, п. 29, п. 6
Испытание гидростатическое (до
изоляции трубопроводов и начала отделочных работ)
Заполнение системы водой
Визуальный (по изливу воды из
самой дальней и высокой подводки)
Перед испытанием
Мастер, прораб
СНиП
3. 01-85, п. Акт гидростатического испытания на герметичность (по
форме приложения 3)
Создание пробного давления (1,5
избыточного рабочего) и измерение величины падения давления (не более 0,5
кгс/см2 в течение 10 мин)
Измерительный (манометр, часы)
Во время испытания
То же
То же
Состояние трубопроводов, соединений,
арматуры во время испытаний (наличие капель или утечек воды)
Визуальный
Во время испытаний
Рабочие, бригадир, мастер,
прораб — сплошной контроль
СНиП
3. 01-85, п. Акт гидростатического испытания на герметичность (по
форме приложения 3)
Опорожнение системы после
испытания (по отсутствию воды в нижней точке системы)
То же
После испытания
Мастер, прораб
То же
Испытание манометрическое
Создание и поддержание пробного
избыточного давления (1,5 кгс/см2)
Измерительный (манометр, часы)
Во время испытания
То же
СНиП
3. 01-85, п. Акт манометрического испытания на герметичность (по
форме приложения 3)
Утечки воздуха из системы
Органолептический (на слух)
То же
Рабочие, бригадир, мастер,
прораб — сплошной контроль
То же
Снижение величины давления,
устранение выявленных дефектов
Измерительный (манометр),
визуальный
Во время испытания. После
испытания
Рабочие, бригадир, мастер,
прораб — сплошной контроль
СНиП
3. 01-85. Акт манометрического испытания на герметичность (по форме
приложения 3)
Повторное создание пробного
избыточного давления (1 кгс/см2) и измерение величины падения
давления (не более 0,1 кгс/см2 в течение 5 мин. )
Измерительный (манометр, часы)
Во время повторного испытания
То же
— ² —
Качество воды в соответствии с
требованиями норм и стандартов
Лабораторный анализ
Во время промывки системы
Представитель СЭС
Акты на качество воды
4 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
И ОХРАНЫ ТРУДА, ЭКОЛОГИЧЕСКОЙ И ПОЖАРНОЙ БЕЗОПАСНОСТИ
1 При прокладке водопровода и монтаже сантехнического
оборудования могут возникнуть следующие опасные и вредные производственные
факторы, связанные с характером работы:
— расположение
рабочего места вблизи перепада по высоте 1,3 м и более;
— повышенная
запыленность, загазованность воздуха рабочей зоны;
— острые кромки,
заусенцы и шероховатость на поверхностях изделий и оборудования.
2 Для предупреждения воздействия на работников опасных и
вредных производственных факторов безопасность работ по монтажу внутренних
систем водоснабжения должна быть обеспечена соблюдением следующих мероприятий
по охране труда:
— организация
рабочих мест с указанием методов и средств для обеспечения вентиляции,
пожаротушения, выполнения работ на высоте;
— методы и
средства доставки и монтажа трубопроводов, сантехнических изделий и
оборудования;
— меры
безопасности при выполнении работ в бороздах, нишах, ящиках;
— особые меры
безопасности при травлении и обезжиривании трубопроводов.
3 К
выполнению работ по монтажу внутренних систем водоснабжения допускаются лица не
моложе 18 лет, имеющие профессиональные навыки, прошедшие медицинское
освидетельствование и признанные годными, получившие знания по безопасным
методам и приемам труда согласно ГОСТ 12. 004-90 «ССБТ. Организация обучения безопасности
труда. Общие положения», сдавшие экзамены квалификационной комиссии в
установленном порядке и получившие соответствующие удостоверения.
4
Перед началом работы с монтажниками внутренних сантехсистем и оборудования
поводится первичный инструктаж на рабочем месте по безопасному производству
работ с записью результатов инструктажа в «Журнал регистрации инструктажа на
рабочем месте».
Вновь принимаемые на работу должны пройти
вводный инструктаж с записью в «Журнал регистрации вводного инструктажа по
охране труда».
5 К
работе с монтажным пистолетом допускаются лица, обученные правилам эксплуатации
пистолета и имеющие специальное удостоверение, не моложе 18 лет с образованием
не ниже 8 классов и квалификацией не ниже III разряда, проработавшие на монтажных
работах не менее двух лет, прошедшие медицинский осмотр и признанные годными к
выполнению вышеуказанных работ.
При работе с монтажным пистолетом
выполняются требования ВСН
410-80 по наряду-допуску.
6 К
работе с электрифицированным инструментом допускаются только рабочие, прошедшие
специальное обучение согласно ГОСТ 12. 004-90 «ССБТ. Организация обучения безопасности
труда. Общие положения» и первичный инструктаж на рабочем месте по безопасности
и охране труда.
7
Рабочие, работающие при повышенной запыленности и загазованности воздуха
рабочей зоны, должны быть обеспечены индивидуальными и коллективными средствами
защиты по ГОСТ 12. 011-89 «ССБТ. Средства защиты работающих. Общие
требования и классификация».
8
Соединение оцинкованных стальных труб, деталей и узлов сваркой при монтаже и на
заготовительном предприятии следует выполнять при условии обеспечения местного
отсоса токсичных выделений или очистки цинкового покрытия на длину 20 — 30 мм
со стыкуемых концов труб с последующим покрытием наружной поверхности сварного
шва и околошовной зоны краской, содержащей 94 % цинковой пыли (по массе) и 6 %
синтетических связующих веществ (полистерина, хлорированного каучука,
эпоксидной смолы).
9
Переносные электроинструменты, электромеханизмы, светильники должны иметь
напряжение не выше 42 В.
10
Рабочая зона монтажников внутренних сантехсистем и оборудования должна быть
освещена в соответствии со СНиП 23-05-95 «Естественное и искусственное освещение»
и ГОСТ 12. 046-85 «ССБТ. Нормы освещения строительных
площадок». Освещенность рабочих мест должна удовлетворять нормам. Проект
временного освещения должен быть разработан специализированной организацией по
заказу подрядчика.
11 При
работе следует соблюдать требования ППБ 01-03 «Правила пожарной безопасности в
Российской Федерации» и ГОСТ 12. 004-91* «ССБТ. Пожарная безопасность. Общие
требования».
12
Заготовка и подгонка труб на подмостях, предназначенных для монтажа
трубопроводов, запрещается.
13
Работы по обезжириванию трубопроводов должны выполняться в помещениях,
оборудованных приточно-вытяжной вентиляцией. В этих помещениях запрещается
пользоваться открытым огнем и допускать искрообразование. Электроустановки в
таких помещениях должны быть во взрывобезопасном исполнении.
При выполнении работ по обезжириванию на
открытом воздухе работники должны находиться с наветренной стороны.
14
Работники, занятые на работах по обезжириванию трубопроводов, должны быть
обеспечены соответствующими противогазами, спецодеждой, рукавицами и резиновыми
перчатками, а место проведения обезжиривания необходимо оградить и обозначить
знаками безопасности.
15
Испытания оборудования и трубопроводов должны проводиться согласно требованиям
правил Госгортехнадзора России под непосредственным руководством специально
выделенного лица из числа специалистов монтажной организации по заранее
разработанной методике с соблюдением требований безопасности и охраны труда.
16
Осмотр стальных и пластмассовых трубопроводов разрешается производить только
после снижения давления до 0,3 МПа, а устранение дефектов производить после
снижения давления в трубопроводах до атмосферного.
17 При
монтаже внутренних систем водоснабжения необходимо строго соблюдать требования
безопасности и охраны труда, экологической и пожарной безопасности, согласно:
— СНиП
12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования»;
— СНиП 12-04-2001 «Безопасность труда в
строительстве. Часть 2. Строительное производство»;
— ГОСТ
12. 004-90 «ССБТ. Организация обучения безопасности труда. Общие
положения»;
— ГОСТ 12. 004-91*
«ССБТ. Пожарная безопасность. Общие требования»;
— ППБ 01-03
«Правила пожарной безопасности в Российской Федерации»;
— ПОТ
РМ-016-2001 «Межотраслевые правила по охране труда (правила безопасности)
при эксплуатации электроустановок»;
— СП
12-135-2003 «Безопасность труда в строительстве. Отраслевые типовые
инструкции по охране труда».
5 ПОТРЕБНОСТЬ В
МАТЕРИАЛЬНО-ТЕХНИЧЕСКИХ РЕСУРСАХ
1
Потребность в инструменте, инвентаре и приспособлениях определяется с учетом
выполняемых работ, назначения и технических характеристик в соответствии с
таблицей 5.
Таблица 5 — Ведомость потребности в инструменте,
инвентаре и приспособлениях
№
п/п
Наименование
Тип, марка, ГОСТ
Техническая характеристика
Назначение
Количество на звено
1
2
3
4
5
6
1
Ключ трубный рычажный
Тип № 1ГОСТ 18981-73*
Выполнение соединений
2
2
Ключ трубный рычажный
Тип № 2ГОСТ 18981-73*
Выполнение соединений
2
3
Молоток слесарный
Тип 2ГОСТ
2310-77*
Масса, г 800
Слесарные работы
2
4
Зубило слесарное
ГОСТ 7211-86*
Длина, мм 20020´70°
Слесарные работы
2
5
Отвертка слесарно-монтажная с
прямым шлицем
А250´1,4ГОСТ
24437-93
Завертка шурупов
2
6
Плоскогубцы комбинированные
ГОСТ
5547-93
Слесарные работы
1
7
Гидропресс ручной с манометром
СТД-1751
Испытание системы водоснабжения
1
8
Пневматический агрегат с
манометром
ЦСТМ-10
То же
2
9
Ящик инструментальный
переносной трехсекционный
ВНИИМСС
Габарит 408´208´300
Хранение инструмента
2
10
Комплект инструмента для
газосварочных работ
Сварочные работы
1
11
Напильник плоский тупоносый
ГОСТ 1465-80*
Слесарные работы
2
12
Набор инструмента
электросварщика
ЭНИ-300ТУ 36-1162-81
Сварочные работы
1
13
Трансформатор сварочный
ТС-500
Сварочные работы
1
14
Генератор ацетиленовый
ОСТ 26-05-350-89
То же
1
15
Кабель сварочный 50 м
ПРГД ТУ 16. К73-03-88
1´50 мм2
— ² —
16
Баллон кислородный
— ² —
1
17
Кабель силовой 15 м
КРПТТУ 16. К73-05-88
3´6 мм2
Для заземления при сварке
1
18
Щиток электросварщика
ГОСТ
12. 035-78*
Сварочные работы
1
19
Рулетка измерительная
металлическая
ГОСТ
7502-98
Цена деления 1 мм
Измерительные работы
2
20
Метр складной металлический
То же
2
21
Уровень строительный
УС1-300ГОСТ 9416-83
Длина 300 мм
Проверка вертикальности
2
22
Отвес
Тип О-200ГОСТ
7948-80
То же
2
23
Шнур
Длина 12 м
— ² —
2
24
Ключ гаечный с открытым зевом
двухсторонний
Типы 10´12; 13´14; 12´14М6; М8ГОСТ
2839-80*
Выполнение соединений
2
25
Ключ гаечный с открытым зевом
двухсторонний
Тип 14´17М8; М10ГОСТ
2839-80*
То же
2
26
Ключ гаечный с открытым зевом
двухсторонний
Тип 17´19М10; М12ГОСТ
2839-80*
— ² —
2
27
Ключ гаечный с открытым зевом
двухсторонний
Тип 24´27М16; М18ГОСТ
2839-80*
— ² —
2
28
Ключ гаечный с открытым зевом
двухсторонний
Тип 24´30М16; М20ГОСТ
2839-80*
— ² —
2
29
Машина ручная сверлильная
электрическая
ИЭ-1023А
Сверление отверстий
1
30
Пистолет монтажный поршневой (комплект)
ПЦ-52-1
Пристрелка кронштейнов к стене
1
31
Набор сверл (комплект)
твердосплавных
ГОСТ
17274-71*
Диаметр от 6 до 22 мм
Сверление отверстий
2
32
Строп канатный с крюком
Грузоподъемность 1,6 т
Временное закрепление узлов
трубопроводов, водомеров
1
33
Монтажный кран
МКА-2
Подъем груза
1
34
Монтажный кран
МАК-6,3
Длина стрелы 12 м
То же
1
2 Потребность в изделиях и полуфабрикатах для выполнения
работ по монтажу, испытанию трубопроводов и установке водоразборной арматуры
приведена в таблице 6.
Таблица 6 — Ведомость
потребности в изделиях, оборудовании и полуфабрикатах
Наименование
материала, полуфабриката
Вариант (фасет-код)
Исходные данные
Потребность в материалах
Ед. изм. Объем работ в нормативных единицах
Принятая норма расхода материала
1
2
3
4
5
6
Узлы из стальных труб по ГОСТ
3262-75* диаметром 25 мм
м
200
200
То же, диаметром 40 мм
м
200
200
То же, диаметром 50 мм
м
200
200
То же, диаметром 70 мм
м
200
200
Смесители настенные
комбинированные для ванн и умывальников
Компл. 100
100
Смесители настольные для моек
Компл. 100
1
100
Арматура к смывному бачку
Компл. 100
1
100
Полотенцесушители
однопетельчатые, диаметром 32 мм
Компл. 100
1
100
* — под диаметром здесь и далее следует понимать условный проход
(внутренний диаметр трубы)
6
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
1 Затраты труда на монтаж внутренних систем водоснабжения
подсчитаны по «Единым нормам и расценкам на строительные, монтажные и
ремонтно-строительные работы», введенным в действие в 1987 г. , и представлены в
таблице 7.
Таблица 7 —
Калькуляция затрат труда
Обоснование
(ЕНиР)
Наименование технологических процессов
Ед. изм. Объем работ
Норма времени
Затраты труда
рабочих, чел. машиниста, маш-ч. (работа машин, маш. )
рабочих, чел. машиниста, маш. (работа машин, маш. )
1
2
3
4
5
6
7
8
Е9-1-2табл. 2№ 1а
Прокладка стальных
трубопроводов из готовых узлов (стояки и подводки), диаметром 25 мм
м
100
0,16
—
16,00
—
Е9-1-2табл. 2№ 2а
Прокладка стальных
трубопроводов из готовых узлов (стояки и подводки), диаметром 40 мм
м
100
0,19
—
19,00
—
Е9-1-2табл. 2№ 3а
Прокладка стальных трубопроводов
из готовых узлов (стояки и подводки), диаметром 50 мм
м
100
0,23
—
23,00
—
Е9-1-2табл. 2№ 4а
Прокладка стальных
трубопроводов из готовых узлов (стояки и подводки), диаметром 70 мм
м
100
0,28
—
28,00
—
E9-1-2табл. 2№ 9а
Прокладка стальных
трубопроводов из готовых узлов (магистрали), диаметром 25 мм
м
100
0,14
—
14,00
—
Е9-1-2табл. 2№ 10а
Прокладка стальных
трубопроводов из готовых узлов (магистрали), диаметром 40 мм
м
100
0,16
—
16,00
—
Е9-1-2табл. 2№ 11а
Прокладка стальных
трубопроводов из готовых узлов (магистрали), диаметром 50 мм
м
100
0,19
—
19,00
—
Е9-1-2табл. 2№ 12а
Прокладка стальных трубопроводов
из готовых узлов (магистрали), диаметром 70 мм
м
100
0,23
—
23,00
—
Е9-1-8табл. 1№ 9
Испытание: рабочая проверка
системы в целом
100 м
8,0
2,50
—
20,00
—
Е9-1-8табл. 1№ 10
Окончательная проверка при сдаче
системы
100 м
8,0
1,80
—
14,40
—
Е9-1-18табл. № 7
Установка смесителей настенных
комбинированных для ванн и умывальников
1 компл. 100
0,54
—
54,00
—
Е9-1-18табл. № 10
Установка смесителей настольных
для моек
1 компл. 100
0,5
—
50,00
—
Е9-1-18табл. № 15
Арматура к смывному бачкуустановка
1 компл. 100
0,43
—
43,00
—
— ² -№ 16
регулировка
0,27
—
27,00
—
Е9-1-9табл. 2№ а
Установка полотенцесушителей однопетельчатых
диаметром 32 мм
1 компл. 100
0,28
—
28,00
—
Итого
394,40
2 Продолжительность работ по представленным операциям
определена на основании подсчитанных затрат труда и представлена в календарном
графике производства работ согласно таблице 8.
3 Технико-экономические показатели по монтажу внутренних
систем водоснабжения сведены в таблицу 9.
ТРУБОЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ
Изготовление узлов и деталей для канализационных и водосточных трубопроводов из
ПВХ осуществляемся в ПО «Моссантехпром».
Размеры выпускаемых труб и патрубков приведены в ТУ 6-19-307-66 (п.
В условиях трубозаготовительного производства могут
выполняться следующие операции:
—
формование раструбов (гладких и с желобками);
—
отбортовка концов патрубков;
—
сборка и испытание укрупненных узлов.
Сборка
узлов канализационных заготовок в условиях трубозаготовительного предприятия
производится с использованием раструбных соединений под резиновые
уплотнительные кольца.
Перед
началом сборки раструбных соединений следует очистить поверхности деталей и смазать
гладкие концы соединяемых патрубков или фасонных частей глицерином или жидким
мылом.
Метки на трубах и патрубках следует наносить масляной краской, грифелями и т. Фасонные части должны иметь метки, выполненные в процессе изготовления деталей.
Примечание. Если в процессе производства на фасонных частях метка не
сделана, допускается ее нанесение краской, грифелем и т.
При невозможности получения из НПО «Пластик» труб и патрубков
требуемых длин допускается изготавливать их на заготовительном предприятии из
труб и патрубков без раструбов.
Для выполнения указанных в п. 3
работ следует использовать станки и устройства, разработанные НИИМосстроем
совместно с СКБМосстрой и ПО «Моссантехпром».
Перерезка труб и патрубков из ПВХ производится на отрезном станке с дисковой
пилой (рис. 21).
Рис. Станок для отрезки труб из ПВХ диаметром 50, 90, 110 мм:
1 — дисковая
пила; 2 — кронштейн; 3 — электродвигатель; 4 — балансирующее устройство; 5 —
станина; 6 — зажимы; 7 — ПВХ труба
Диаметр
отрезаемых труб, мм 50,90,110
В
конструкции станка предусмотрено использование дисковой пилы для перерезки
патрубков при больших скоростях. При этом не надо поворачивать трубу под пилой. Станок снабжен специальными зажимами для труб и направляющими, которые
монтируются на стойках с откидными болтами. Труба, которую надо разрезать,
укладывается на направляющие, проталкивается до упора и зажимается при помощи
пневмозажимов. Дисковая пила опускается, перерезая трубу. Затем при помощи
рукоятки крана управления пила возвращается в исходное положение, труба
освобождается от зажимов и снимается.
Станок, приведенный на рис. 22, предусматривает
совмещение двух операций — отрезку труб из ПВХ и снятие фасок на концах. Это
позволяет снизить трудоемкость процесса.
Диаметр
обрабатываемых труб, мм 50,
90, 110
Режущим
инструментом является фасонный резец, узел крепления которого находится в защитном
кожухе. Работа станка осуществляется по следующей технологической схеме: труба,
помещенная на специальных ложементах, надвигается на обойму до ограничителя,
фиксирующего необходимую длину отрезки. Затем труба при помощи цангового
устройства зажимается в обойме. При включении электропривода начинается
вращение обоймы с закрепленным в ней резцом. Рукояткой толкателя приводится в
движение каретка, подводя обойму с резцом к трубе, и производятся одновременно
две операции: перерезка и снятие фаски. Для обработки патрубков диаметром 50 и
90 мм в обойме устанавливаются сменные вкладыши.
В условиях заготовительного производства допускается производить формование
гладких раструбов и раструбов диаметром 50, 90 и 110 мм под резиновое
уплотнительное кольцо.
Рис. Станок для резки и снятия фасок на концах
патрубков из ПВХ диаметром 50, 90, 110 мм:
1 — обойма; 2 — рукоятка; 3 — стопор; 4 — резец; 5 — каретка; 6 —
толкатель
Рис. Станок для формования раструбов с желобками на
патрубках из ПНХ:
1 — блок
подготовки воздуха; 2 — кожух; 3 — пневмоцилиндр формования; 4 — механизм
формования; 8 — корпус
Перед формованием раструбов концы патрубков должны быть разогреты в ванне с
глицерином или в специальном нагревательном устройстве, предусматривающем
контактный способ нагрева до температуры формования 120-130°С.
Работы по формованию раструбов на трубах в условиях заготовительного
производства не носят массового характера. Для формования раструбов с желобами
следует использовать станки (рис. 23) с
формующими оправками (рис. 24).
Основным
узлом оправок для формования является подвижный конус, в пазах которого
находятся специальные клинья с выступами для формования желобка.
Для формования гладкого раструба на патрубке, входящем в узел соединения
унитаза со стояком из ПНХ (см. рис. 5б),
можно использовать станок, представленный на рис. 25 или трехпозиционную установку конструкции филиала № 1 ПО
«Моссантехпром» (рис. 26).
Станки
для формования гладких раструбов снабжены дорнами, которые вдвигаются в
нагретые размягченные концы патрубков, и устройствами для снятия охлажденных
патрубков с дорнов.
Торцовка концов патрубков производится на станке с резцовыми головками для
обработки труб и патрубков из ПВХ диаметром 50, 90 и 110 мм.
Отбортовку патрубков (рис. 27) необходимо
формовать вдвигаемым внутрь разогретого патрубка пуансоном и прижимным фланцем,
оформляющим наружную поверхность отбортовки (рис. 28).
Размеры всех формующих инструментов следует назначать с учетом усадки
отформированного изделия после охлаждения.
Рис. Оправка для формования раструбов с желобками на
патрубках из ПВХ
Рис. Станок для формования гладких раструбов на
патрубках из ПВХ:
1 — пневмоцилиндр; 2 — направляющая; 3 — дорн; 4 — камера
охлаждения; 5 — зажимное устройство
Рис. Станок для формования гладких раструбов на
патрубках из ПВХ (конструкция ПО «Моссантехпром»):
1 — отформованный раструб; 2 — трубопровод подачи воды для
охлаждения; 3 — установочная плита; 4 — дорн, 5 — основание; 6 — шланг; 7 —
трехходовой кран; 6 — пневмоцилиндр; 9 — запорный вентиль; 10 — ванна для
охлаждения готовых изделий
Размеры отбортованных патрубков
Дн
Дф
R
Минимальная длина
Масса в кг
Патрубка L
заготовки
90
130
11
170
190
0,223
10
150
13
170
190
0,669
Рис. Отбортованный патрубок из
ПВХ
Рис. Станок для отбортовки патрубков из ПВХ:
1 — зажим; 2 — механизм
отбортовки; 3 — основание; 4 — пневмоцилиндр
Рабочие поверхности всех формовочных инструментов должны быть отполированы.
Поверхность готового изделия должна быть ровной и гладкой. Допускаются
незначительные следы от формующего инструмента. На поверхности и по торцу
трещины и раковины не допускаются. Диаметр и толщина стенок отформованных
изделий должны соответствовать требованиям ТУ 6-19-307-86 и ТУ 6-19-308-86.
Механизированная сборка узла для присоединения унитаза (формованный патрубок с
гладким раструбом, отвод 30°
— 110 мм и раструбный отрезок трубы) производится на специальном монтажном
стенде (рис. 29) конструкции ПО
«Моссантехпром».
Сборка
укрупненных узлов должна производиться в последовательности, указанной в п.
Отклонения габаритов собранных узлов трубопроводов от заданных не должны
превышать ±5 мм.
Собранные на заготовительном предприятии узлы и заготовки должны быть
герметичны при испытании гидравлическим давлением 100 кПа (1 кгс/см2)
при температуре 20±2°С в течение 15 минут.