
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Общее устройство двигателя Д-240
Как и всякий дизель, двигатель Д-240 (Д-240Л) состоит из криво- шипно-шатунного и газораспределительного механизмов и систем: смазочной, охлаждения, питания и пуска.
Кривошипно-шатунный механизм (см. ПРИЛОЖЕНИЕ 2) состоит из следующих основных частей: цилиндра, поршня с кольцами, шатуна с подшипником, поршневого пальца, коленчатого вала с противовесами, вращающегося в подшипниках, и маховика.
Для обеспечения нормальных условий работы деталей кривошипно-шатунного механизма необходимо выполнение ряда условий, в частности, не допускается эксплуатация нового двигателя без обкатки; загрузка недостаточно прогретого двигателя; работа двигателя при давлении масла ниже допустимого значения; длительная работа двигателя на холостом ходу, вызывающая закоксовывание поршневых колец; продолжительная работа при перегрузке; использование не рекомендуемых сортов масел; работа двигателя без воздухоочистителя или с подсосом воздуха в соединениях впускных трубопроводов.В процессе работы поверхности деталей двигателя, между которыми возникает трение, изнашиваются, отчего увеличиваются зазоры, ослабевают крепления и повышаются ударные нагрузки.
Изношенные коренные и шатунные подшипники, а также шейки коленчатого вала во время работы стучат и вызывают ускоренный износ деталей кривошипно-шатунного механизма.
Если изношены только подшипники, а шейки вала изношены в допустимых пределах, в двигателях с тонкостенными вкладышами требуется только поставить новые вкладыши ремонтных размеров. В двигателях, не имеющих вкладышей или снабженных толстостенными вкладышами, нужная степень затяжки подшипников достигается удалением части или всех прокладок; подшипники перезаливаются, если заливка выкрошилась или в ней образовались трещины.
В течение рабочего цикла шейки коленчатого вала, испытывая при разных тактах неодинаковое давление, изнашиваются неравномерно — теряют цилиндрическую форму и становятся овальными. Такие шейки должны быть прошлифованы, а тонкостенные вкладыши заменены или подшипники перезалиты соответственно уменьшенному диаметру шеек.
Изношенный поршневой палец или его втулки также создают стук. Для устранения стука заменяют втулки и пальцы новыми соответствующих ремонтных размеров; иногда можно ограничиться заменой только одной детали (пальца или втулок), подогнав старую деталь к новой.
В блоке цилиндров в основном изнашиваются стенки цилиндров. Характер износа стенок зависит от следующих причин:
а) вследствие давления поршневых колец увеличивается диаметр цилиндров;
б) так как поршневые кольца не доходят в верхней мертвой точке до верхнего края цилиндров, а в нижней мертвой точке — до нижнего края, стенки цилиндра изнашиваются по высоте неравномерно и становятся ступенчатыми;
в) давление в цилиндрах достигает наибольшей величины при нахождении поршней около верхних мертвых точек, при этом газы, проникающие в поршневые канавки, усиливают давление поршневых колец на стенки цилиндров; поэтому износ цилиндров достигает наибольшей величины в верхней их части и постепенно уменьшается книзу — цилиндры изнашиваются на конус;
г) при рабочем ходе поршень со значительной силой прижимается к одной из боковых стенок цилиндра, а при вспомогательных тактах — к другой стороне, поэтому цилиндр со временем утрачивает круглую форму и становится овальным.
Кроме того, лопнувшие поршневые кольца или сместившийся поршневой палец могут поцарапать рабочую поверхность (зеркало) цилиндров или вставных гильз.
Неглубокие царапины устраняются шлифовкой цилиндров наждачными камнями на специальных станках с последующей полировкой. Чтобы уничтожить конусность и овальность, требуется расточить цилиндры и поставить новые поршни соответствующего ремонтного размера. Вставные гильзы обрабатываются так же, как зеркало цилиндров, или заменяются новыми ремонтных размеров.
Быстрее других деталей изнашиваются поршневые кольца; при износе понижается компрессия, т. е. уменьшается давление при такте сжатия. Вследствие ослабления нажатия колец и увеличения в стыках их (замках) зазоров газы во время рабочего хода прорываются в картер и загрязняют масло, при такте сжатия в картер проникают пары горючего, превращающиеся при охлаждении (конденсирующиеся) в жидкость и разжижающие масло. Осаждаясь на стенках цилиндров, масло при износе поршневых колец проникает в камеру сгорания, оседает каплями на электродах свечей, в результате чего прекращается искрообразование.
Газы, оказывая давление на прокладку, могут пробить ее, если неплотно затянуты гайки, причем газы могут проникать не, только наружу, но и в рубашку охлаждения; в свою очередь охлаждающая жидкость во время тактов впуска может проникать в цилиндры, что сопровождается появлением пара из глушителя. При повреждении прокладки между смежными цилиндрами двигатель начинает работать с перебоями, иногда глохнет. Поврежденную металлоасбестовую прокладку заменяют.
На днищах поршней, клапанах и внутренней поверхности головки цилиндров возможно отложение значительного нагара. Нагар обладает низкой теплопроводностью, что вызывает перегрев двигателя, повышает давление и температуру такта сжатия.
Для предотвращения указанных, неисправностей и ненормальностей в работе двигателя техническим обслуживанием кривошипно-шатунного механизма предусмотрены следующие работы:
а) проверка при каждом техническом обслуживании (ТО), подтяжка
(при ТО-2) креплений головки цилиндров и поддона картера;
б) очистка фильтров и клапана вентиляции картера (при ТО-3);
в) проверка состояния стенок цилиндров, колец, поршней и подшипников (при ТО-3).
При ТО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах.
При ТО-1 проверяют крепление опор двигателя к раме автомобиля, в случае необходимости расшплинтовывают гайки, подтягивают их до отказа и вновь зашплинтовывают. Если имеются отслоения и разрушения резиновых элементов, последние заменяют. Проверяют герметичность соединения головки цилиндров (отсутствие потеков на стенках блока цилиндров), поддона картера и сальника коленчатого вала (отсутствие потеков масла). Прослушивают работу клапанного механизма и при необходимости регулируют зазоры между клапанами и коромыслами. Ослабив и удерживая ключом контргайку регулировочного винта , поворачивают винт отверткой до получения необходимого зазора между коромыслами и стержнями клапанов . Размер зазора контролируют щупом, затягивают контргайку и снова проверяют зазор.
При ТО-2 дополнительно к работам, выполняемым при ТО-1, проверяют и при необходимости подтягивают крепление крышки распределительных шестеренок.
Крепления головки цилиндров и поддона картера (гайки или болты) надо подтягивать в перекрестном порядке, начиная с середины головки, для того чтобы поверхности прилегали плотно и не возникло перекосов, могущих повлечь повреждение головки. В заводских инструкциях точно указывается последовательность подтяжки гаек (болтов); эту последовательность нельзя нарушать.
Чугунные головки цилиндров подтягивают на прогретом двигателе. Нагар со стенок камер сгорания удаляют щетками, а с днищ поршней – металлическими скребками. Одновременно очищают от нагара и седла клапанов. Удаляя нагар, каждый очищенный поршень нужно ставить в верхнее положение. Скребком следует работать осторожно, стараясь не поцарапать очищаемые детали, в особенности, изготовленные из алюминиевых сплавов, так как негладкие поверхности быстро покрываются нагаром. Состояние стенок цилиндров (путем осмотра и промеров), поршней (измерением зазоров), плотность прилегания колец (по состоянию зеркала цилиндра: на нем не должно быть темных полос) и степень износа подшипников (измерением зазоров) проверяют при техническом обслуживании для определения необходимости в ремонте двигателя.
При разборке и сборке двигателя необходимо применять только размерные ключи, рукоятки которых рассчитаны на определенный максимальный крутящий момент. Гайки затягиваются ключами со специальными (динамометрическими) рукоятками. Стрелка на рукоятке показывает величину момента, прилагаемого в данное время к затягиваемой гайке. Снимая головку цилиндров, нужно осторожно отделять широким ножом прокладку от блока или головки. Еще более осторожно нужно снимать поддон картера, так как он уплотнен хрупкой пробковой или картонной прокладкой. Прежде чем ставить прокладки на место, их надо тщательно осмотреть.
Чтобы обеспечить длительный срок службы деталей кривошипно-шатунного механизма, необходимо соблюдать следующие условия: Если трактор новый или на него установлен отремонтированный двигатель, произвести тщательную обкатку его в соответствии с заводской инструкцией. Нарушать режим обкатки в этот период очень опасно, так как детали не приработаны друг к другу, силы трения велики и можно легко вызвать перегрев двигателя, пригорание колец, заедание и проворачивание вкладышей. Во время работы трактора постоянно следить за плотностью всех соединений системы впуска и за состоянием уплотнений блок-картера, чтобы не допустить попадания пыли внутрь двигателя, воды в цилиндры или картер, а также утечки масла. Строго соблюдать режим картерной смазки, так как недостаток масла, его загрязненность, ненормальная вязкость или несоответствие сорта приводят к быстрому износу гильз, подшипников и шеек вала, пальцев и втулок верхней головки шатуна. Прежде чем нагрузить двигатель, нужно его хорошо прогреть, чтобы вязкость масла уменьшилась и оно смогло проникать в зазоры. Длительная работа двигателя на холостом ходу или при малой нагрузке недопустима, так как при этих режимах нагрузка на детали кривошипно-шатунного механизма получается ударной, а условия смазки неудовлетворительными (масло имеет повышенную вязкость). Кроме того, в результате плохого распиливания и неполного сгорания топлива может произойти закоксовывание колец. Нельзя допускать также и длительной перегрузки двигателя. Если обнаружены снижение давления масла, дымление, перегрев, перебои, двигатель останавливают и выявляют причины этих явлений, при этом только в крайних случаях следует прибегать к разборке, так как излишняя разборка вредна.
Неисправности
КШМ и способы их устранения.
НЕ МОГУ НАЙТИ ПОМОГИТЕ ПОЖАЛУЙСТА!
ПТЭ и ПТБ
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
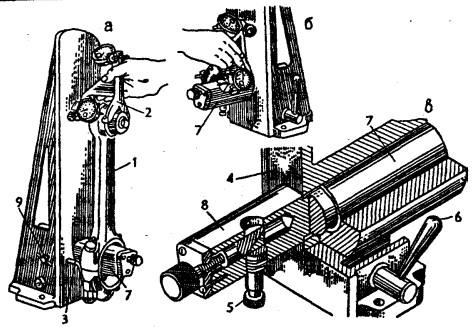
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
3 Организация рабочего места автослесаря и техника безопасности при ремонте
Слесарь должен соблюдать требования инструкции по охране труда:
- при вывешивании автомобиля и работе под ним;
- при снятии и установке колес автомобиля;
- при передвижении по территории и производственным помещениям автотранспортного предприятия;
- по предупреждению пожаров и предотвращению ожогов.
Слесарь должен выполнять также указания представителя совместного комитета (комиссии) по охране труда или уполномоченного (доверенного) лица по охране труда профсоюзного комитета.
Слесарь должен знать и уметь оказывать доврачебную помощь пострадавшему.
Слесарь не должен приступать к выполнению разовых работ, не связанных с прямыми обязанностями по специальности, без получения целевого инструктажа.
К самостоятельной работе по ремонту и техническому обслуживанию автомобилей допускаются лица, имеющие соответствующую квалификацию, получившие вводный инструктаж и первичный инструктаж на рабочем месте по охране труда, прошедшие проверку знаний по управлению грузоподъемными механизмами.
Слесарь, не прошедший своевременно повторный инструктаж по охране труда (не реже 1 раза в 3 месяца), не должен приступать к работе.
Слесарь обязан соблюдать правила внутреннего трудового распорядка, утвержденные на предприятии.
Продолжительность рабочего времени слесаря не должна превышать 40 ч в неделю.
Продолжительность ежедневной работы (смены) определяется правилами внутреннего трудового распорядка или графиками сменности, утверждаемыми работодателем по согласованию с профсоюзным комитетом.
Слесарь должен знать, что наиболее опасными и вредными производственными факторами, действующими на него при проведении технического обслуживания и ремонта транспортных средств, являются:
- автомобиль, его узлы и детали;
- оборудование, инструмент и приспособления;
- электрический ток;
- этилированный бензин;
- освещенность рабочего места.
Гаражно – ремонтное и технологическое оборудование, инструмент, приспособления – применение неисправного оборудования, инструмента и приспособлений приводит к травмированию.
Слесарю запрещается пользоваться инструментом, приспособлениями, оборудованием, обращению с которыми он не обучен и не проинструктирован.
Электрический ток – при несоблюдении правил и мер предосторожности может оказывать на людей опасное и вредное воздействие, проявляющееся в виде электротравм (ожоги, электрические знаки, электрометаллизация кожи), электроударов.
Бензин, особенно этилированный – действует отравляюще на организм человека при вдыхании его паров, загрязнении им тела, одежды, попадании его в организм с пищей или питьевой водой.
Освещенность рабочего места и обслуживаемого (ремонтируемого) узла, агрегата – недостаточная (избыточная) освещенность вызывает ухудшение (перенапряжение) зрения, усталость.
Слесарь должен работать в специальной одежде и в случае необходимости использовать другие средства индивидуальной защиты.
В соответствии с типовыми отраслевыми нормами бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты слесарю выдаются:
При выполнении работ по разборке двигателей, транспортировке, переноске и промывке деталей двигателей, работающих на этилированном бензине:
- костюм вискозно — лавсановый;
- фартук резиновый;
- сапоги резиновые;
- перчатки резиновые.
- костюм вискозно — лавсановый;
- рукавицы комбинированные.
- При работе с этилированным бензином дополнительно:
- фартук прорезиненный; перчатки резиновые.
- куртка хлопчатобумажная на утепляющей прокладке;
- брюки хлопчатобумажные на утепляющей прокладке.
Слесарь во время работы должен быть внимательным, не отвлекаться на посторонние дела и разговоры.
О замеченных нарушениях требований безопасности на своем рабочем месте, а также о неисправностях приспособлений, инструмента и средств индивидуальной защиты слесарь должен сообщить своему непосредственному руководителю и не приступать к работе до устранения замеченных нарушений и неисправностей.
. Слесарь должен соблюдать правила личной гигиены. Перед приемом пищи или курением необходимо мыть руки с мылом, а при работе с деталями автомобиля, работавшего на этилированном бензине, предварительно обмыть руки керосином.
Для питья пользоваться водой из специально предназначенных для этой цели устройств (сатураторы, питьевые баки, фонтанчики и т.п.).
Перед началом работы слесарь должен:
- Одеть специальную одежду и застегнуть манжеты рукавов.
- Осмотреть и подготовить свое рабочее место, убрать все лишние предметы, не загромождая при этом проходы.
- Проверить наличие и исправность инструмента, приспособлений, при этом:
- гаечные ключи не должны иметь трещин и забоин, губки ключей должны быть параллельны и не закатаны;
- раздвижные ключи не должны быть ослаблены в подвижных частях;
- слесарные молотки и кувалды должны иметь слегка выпуклую, некосую и несбитую, без трещин и наклепа поверхность бойка, должны быть надежно укреплены на рукоятках путем расклинивания заершенными клиньями;
- рукоятки молотков и кувалд должны иметь гладкую поверхность;
- ударные инструменты (зубила, крейцмейсели, бородки, керны и пр.) не должны иметь трещин, заусенцев и наклепа. Зубила должны иметь длину не менее 150 мм;
- напильники, стамески и прочие инструменты не должны иметь заостренную нерабочую поверхность, быть надежно закреплены на деревянной ручке с металлическим кольцом на ней;
- электроинструмент должен иметь исправную изоляцию токоведущих частей и надежное заземление.
- Проверить состояние пола на рабочем месте. Пол должен быть сухим и чистым. Если пол мокрый или скользкий, потребовать, чтобы его вытерли или посыпали опилками, или сделать это самому.
- Перед использованием переносного светильника проверить, есть ли на лампе защитная сетка, исправны ли шнур и изоляционная резиновая трубка. Переносные светильники должны включаться в электросеть с напряжением не выше 42 В.
О каждом несчастном случае, очевидцем которого он был, слесарь должен немедленно сообщать работодателю, а пострадавшему оказать доврачебную помощь, вызвать врача или помочь доставить пострадавшего в здравпункт или ближайшее медицинское учреждение.
Если несчастный случай произошел с самим слесарем, он должен по возможности обратиться в здравпункт, сообщить о случившемся работодателю или попросить сделать это кого-либо из окружающих.
В случае возникновения пожара немедленно сообщить в пожарную охрану, работодателю и приступить к тушению пожара имеющимися средствами пожаротушения.
Требования безопасности по окончании работы
По окончании работы слесарь обязан:
- Отключить от электросети электрооборудование, выключить местную вентиляцию.
- Привести в порядок рабочее место. Убрать приспособления, инструмент в отведенное для них место.
- Если автомобиль остается на специальных подставках (козелках), проверить надежность его установки. Запрещается оставлять автомобиль, агрегат вывешенным только подъемным механизмом.
- Снять средства индивидуальной защиты и убрать их в предназначенное для них место. Своевременно сдавать специальную одежду и другие средства индивидуальной защиты в химчистку (стирку) и ремонт.
- Вымыть руки с мылом, а после работы с деталями и узлами двигателя, работающего на этилированном бензине, необходимо предварительно мыть руки керосином.
- О всех недостатках, обнаруженных во время работы известить своего непосредственного руководителя.
На основе типовых инструкций на каждом автотранспортном предприятии с учетом специфики условий его работы разрабатываются и утверждаются инструкции для определенных профессий работающих, а также для отдельных наиболее травмоопасных видов работ. Ответственность за своевременную и качественную разработку инструкций по охране труда на каждом автотранспортном предприятии возлагается на его руководителя. Разработку инструкций обязаны осуществлять руководители цехов (участков), механики, мастера, так как они наиболее хорошо знают условия труда подчиненных им рабочих. Для оказания методической помощи в разработке инструкций и их согласовании должны привлекаться работники службы охраны труда предприятия.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.